

我们的直缝管流体管产地直供视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
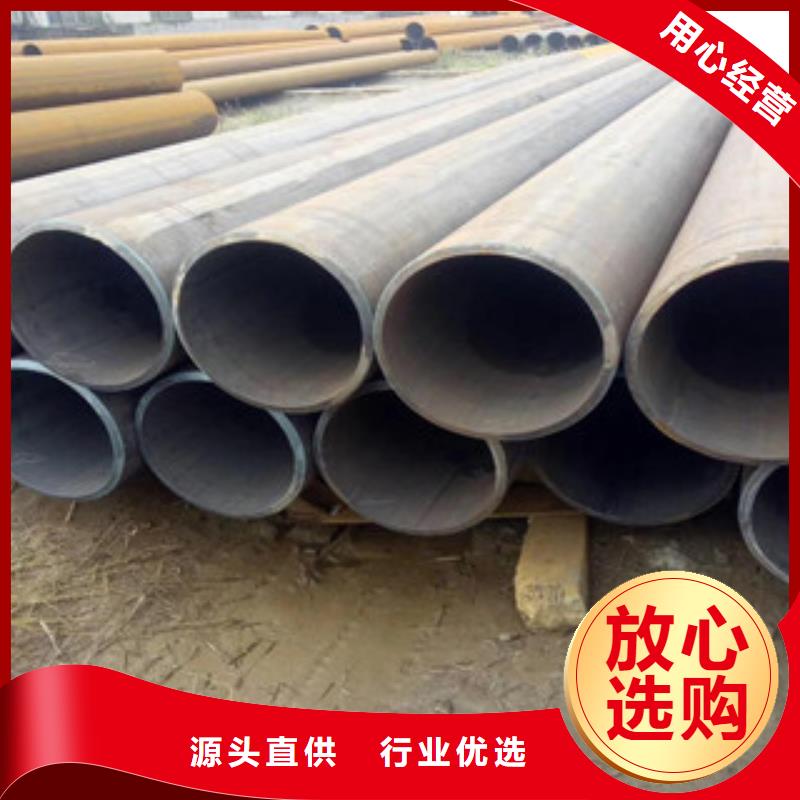
以下是:直缝管流体管产地直供的图文介绍


螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将提供更多的控制,使科学家可以调整合金具体的成分比例。螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊螺旋钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等。JCOE直缝埋弧焊管成型方式科学、经济,生产工艺:基本克服了螺旋缝焊管技术的不足,焊缝质量容易保证、残余应力小。因此,JCOE直缝埋弧焊管是近几年制管业发展的一个趋势。一根焊管经探伤、下料后,各控制继电器已相继断开,一个探伤循环结束,系统自动复位,准备下一根焊管的检测。



潍坊钢兴钢管 有限公司是集研发、生产、销售【无缝钢管】于一体的厂家。现公司占地面积2万余平方米,建筑面积达5万平方米,拥有国际先进的生产设备,企业通过质量管理体系认证。 坚持以【无缝钢管】市场需求为导向、客户满意为目标,精心设计,专注于工艺细节控制。



UOE工艺:
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。



JCOE成型法设备简单,模具较少,更换方便;UOE机组模压成型,JCOE成型后的管筒开口较大,焊后宏观整体应力较大。
通过对比分析UOE管线管和JCOE管线管的生产工艺与生产成本,可得到以下结论:
(1)UOE成型的生产效率高,产能大,但是更换模具周期较长,比较适合生产大批量、单一规格的产品;JCOE生产效率较低,而一套模具可对应多种规格,比较适合生产小批量、多规格的产品。
(2)UOE成型可生产产品的直径壁厚范围都要小于JCOE成型。
(3)从性能上看,UOE管线管相比JCOE管线管有残余应力小、外形尺寸精度高、屈强比小的优点。
(4)生产成本方面,UOE生产线的一次性投资高,为30亿元左右,而JCOE生产线为4亿元左右;二者的成材率基本相同,UOE管线管的加工成本相对JCOE管线管每吨要高200~300元。
通过对比分析UOE管线管和JCOE管线管的生产工艺与生产成本,可得到以下结论:
(1)UOE成型的生产效率高,产能大,但是更换模具周期较长,比较适合生产大批量、单一规格的产品;JCOE生产效率较低,而一套模具可对应多种规格,比较适合生产小批量、多规格的产品。
(2)UOE成型可生产产品的直径壁厚范围都要小于JCOE成型。
(3)从性能上看,UOE管线管相比JCOE管线管有残余应力小、外形尺寸精度高、屈强比小的优点。
(4)生产成本方面,UOE生产线的一次性投资高,为30亿元左右,而JCOE生产线为4亿元左右;二者的成材率基本相同,UOE管线管的加工成本相对JCOE管线管每吨要高200~300元。
